| 最小起订 | 1支 |
|---|---|
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 惠宁 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 工业等级 |
| 质保时间 | 1年 |
| 外形尺寸 | 齐全 |
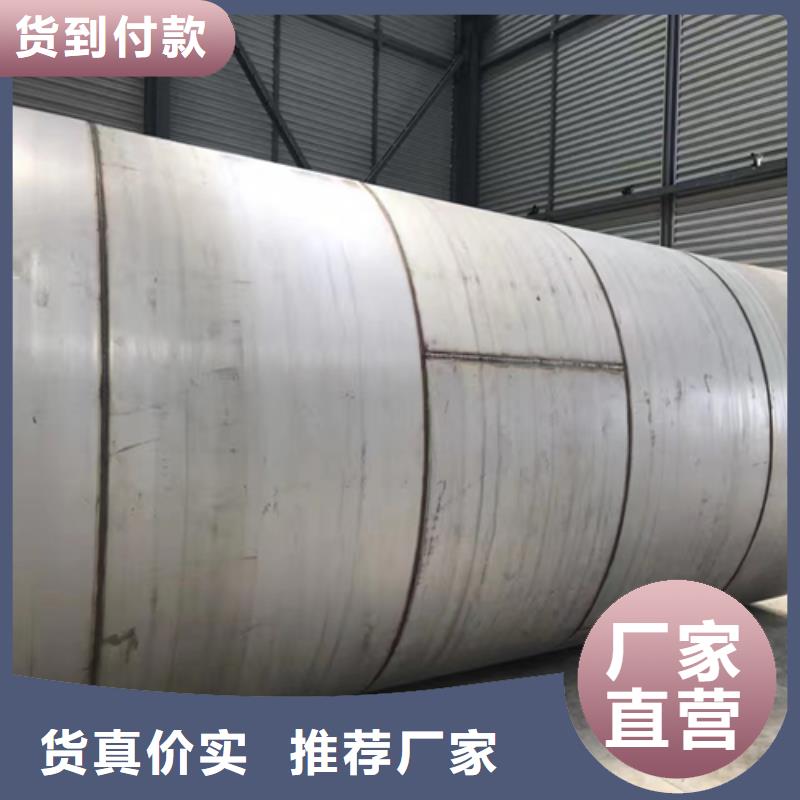
| 适用领域 | 化工管道 |
| 是否进口 | 否 |
| 质量认证 | 已认证 |
| 产品功率 | 国标 |
| 工作温度 | 国标 |

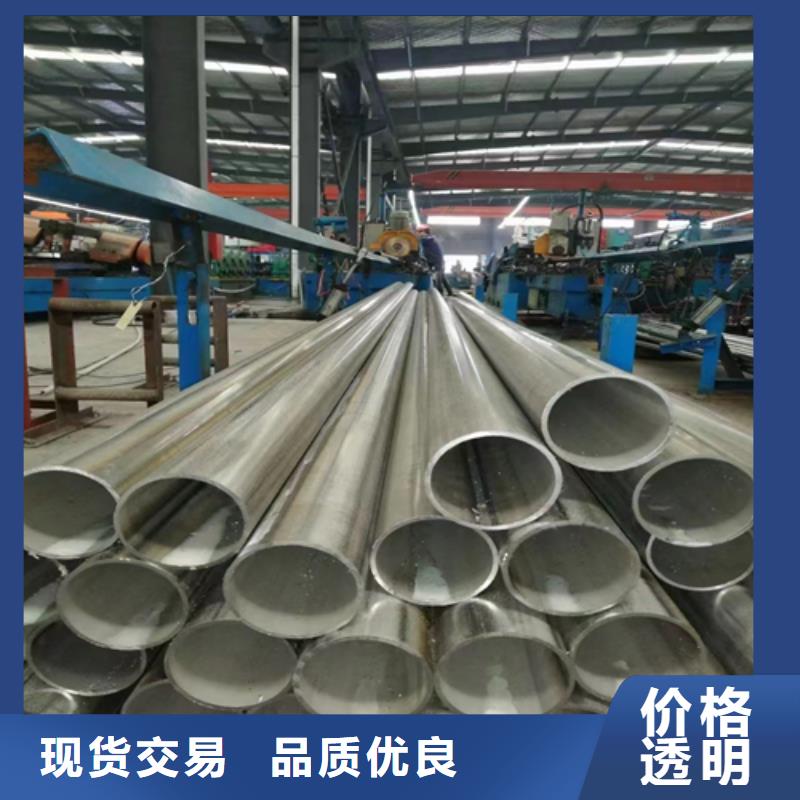
丽江不锈钢焊管304 316L310S不锈钢焊管现货废钢调价信息3月22日石家庄澳森废钢价格下调20-40元:花铁压块一级3060,花铁压块二级2990,钢筋压块3060,重A15厚3090,重A10厚3060,重A6厚3030,重B15厚3060,重B10厚3020,重B6厚2980,重C一级2700,重C二级2670,不含税。3月22日广西防城港广钢废钢价下调50元:现配重1类3290,配重2类3260,冲片1类3130,冲片2类3290,冲片3类3290,冲片4类3210,压块1类3230,压块2A类3050,压块3类2520,剪切料1类3190,剪切料2类3160,剪切料3类3020,剪切料4类2850,加工大料1类2910,加工大料2类2660,含税。3月22日四川鑫泉钢铁废钢收购价格下调30元,厂场及其他场地2-4按照2690-2770,4-6按照2770-2830,生铁、铸钢件按照2840-2870,川南片区、外省外调2840。破碎料按照到厂价2770-2800;6以上场地按照2830,到厂价按照2860 ,边角料、12以上钢筋头、8以上重废场地2860
丽江不锈钢焊管 304 316L 310S不锈钢焊管焊瘤焊缝中的液态金属流到加热不足未熔化的母材上或从焊缝根部溢出冷却后形成的未与母材熔合的金属瘤即为焊瘤。焊接规范过强、焊条熔化过快、焊条质量欠佳(如偏芯)焊接电源特性不稳定及操作姿势不当等都容易带来焊瘤。在横、立、仰位置更易形成焊瘤。 焊瘤常伴有未熔合、夹渣缺陷易导致裂纹。同时焊瘤改变了焊缝的实际尺寸会带来应力集中。管子内部的焊瘤减小了它的内径可能造成流动物堵塞。 防止焊瘤的措施:使焊缝处于平焊位置正确选用规范选用无偏芯焊条合理操作。
凹陷:凹坑指焊缝表面或背面局部的低于母材的部分。 凹坑多是由于收弧时焊条(焊丝)未作短时间停留造成的(此时的凹坑称为弧坑)仰立、横焊时常在焊缝背面根部产生内凹。 凹坑减小了焊缝的有效截面积弧坑常带有弧坑裂纹和弧坑缩孔。 防止凹坑的措施:选用有电流衰减系统的焊机尽量选用平焊位置选用合适的焊接规范收弧时让焊条在熔池内短时间停留或环形摆动填满弧坑。
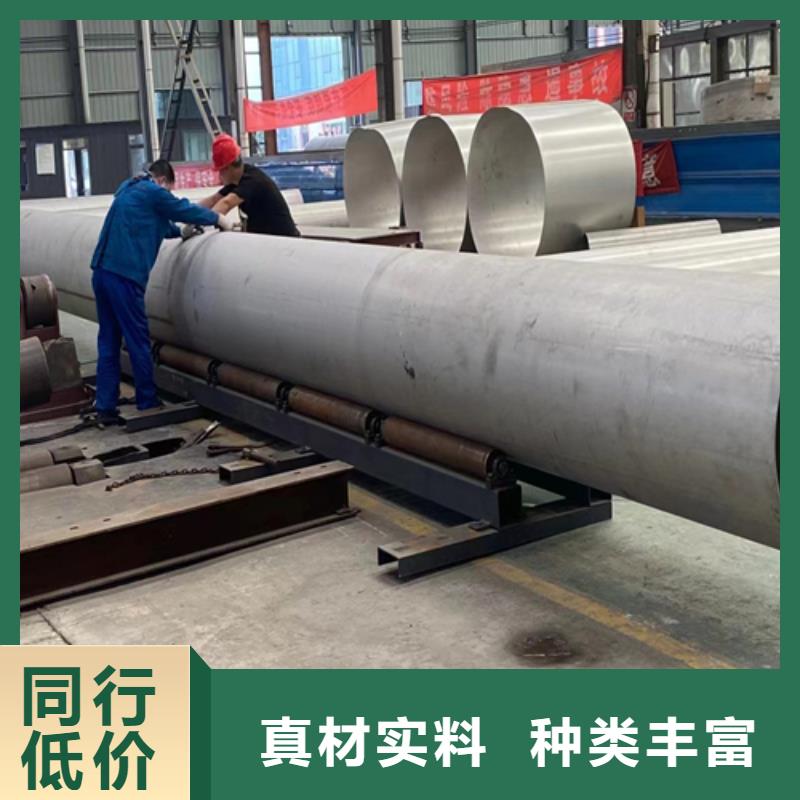
丽江不锈钢焊管 大口径不锈钢焊管 管道工程用管对焊缝缺陷进行修补时应注意
1) 缺陷补焊时,宜采用小电流、不摆动、多层多道焊,禁止用过大的电流补焊;
2) 对刚性大的结构进行补焊时,可以边焊接边对焊缝进行锤击,以释放应力,但是层和一层不可以,因为层焊层薄容易开裂,一层影响外观。
3)每层焊道的起弧和收弧应尽量错开,不要在同一位置;
4) 对要求预热的材质,对工作环境气温低于0℃时,应采取相应的预热措施;
5) 对要求进行热处理的焊件,应在热处理前进行缺陷修正;
6) 对D级、E级钢和高强度结构钢焊缝缺陷,用手工电弧焊补焊时,应采用控制线能量施焊法。每一缺陷应一次补焊完成,不允许中途停顿。预热温度和层间温度,均应保持在60℃以上。
7) 消除与补焊焊缝缺陷,不允许在带压和背水情况下进行;
8) 修补过的焊缝,应按原焊缝的探伤要求重新检查,若再次发现超过允许限值的缺陷,应重新补焊,直至合格。补焊次数不得超过规定的返修次数。
丽江不锈钢焊管2205不锈钢工业焊管技术牵头,攻课题、克难关。调研后,技术中心牵头组织品种钢研讨会,针对叉车用钢冶炼 铝 镇静钢生产工艺,攻克了对裂纹、洁净度要求极高且要求零下30摄氏度冲击性能等生产难点,经过多次研讨、实验、论证,终确定了20MnSiV生产工艺操作要点产牵头,优工艺、见成效。生产厂接到任务后,立刻组织各部门召开生产调度专题会,针对20MnSiV的操作要点和工艺要求,从转炉到精炼再到连铸制订全方面控制措施,持续改进优化,终成功掌握了该类钢种的关键生产技术,并于2月16日组织生产,一次性轧制成功。经试验分析,该产品力学性能均符合要求,综合性能达到使用要求,得到了该客户的好评,联合特钢因此与该客户达成长期合作协议。。
![[丽江]惠宁金属制品有限公司名片](http://ypmimg.huaer.cc/UploadImg/3705/new_card.jpg "[丽江]惠宁金属制品有限公司名片")